卷筒加工大家都知道是什么意思,但是卷筒加工工艺有些人并不熟悉,今天小编就来给大家来详细的普及一下关于卷筒加工方面的相关知识:开始对卷筒加工卷制之前需要先开动机器进行空载运转检查,各转动部分运转声音正常,润滑良 好,电器开关动作灵敏,运转正常后方可进行筒体卷制。卷制不锈钢筒体时设备及周围保持清洁。辊轴应经清理及表面修整,并用不含铁离子的胶布或者胶纸粘贴复裹。
下面无锡卷板卷筒加工厂就来带大家一起了解下利用三辊和四辊卷板机进行冷卷
卷筒加工工艺:
1.在三辊卷制时,钢板两端应预弯,应采用通用的预弯模具在压力机上预弯, 预弯长度应大于三辊卷板机两个下棍中心距尺寸的二分之一。在预弯长度内,预弯圆弧与检查样板间隙h≤1mm,检查样板曲率半径的公称尺寸,宜比图样名义尺寸小0.5-1mm。
2.在四辊卷板机上预弯卷制时,钢板两端预弯可在本卷板机上进行。将钢板平放在卷板机的上下辊之间,钢板的端面应与轴辊平行,端面应超过上下轴辊垂直中心线距离。将侧轴辊提升倾斜向上移动,让钢板端部一面弯曲,一面向前移动一段距离,使板端得到预弯,同理使钢板的另一端得到预弯。预弯长度应视卷板机的结构尺寸确定,预弯圆弧的质量同1中的要求。
3.预弯时钢板预弯段应随时用样板检查预弯曲率半径,局部凸起或凹陷的地 方,可用钢板条作为衬垫来校正。用卷板机预弯时,应根据材料的塑性、厚度和曲率的大小分数次完成。
4.对于有预弯直段余量的钢板两端预弯后应将余量切除,对接口(坡口)端及 两侧不小于20mm范围内必须清除油垢、铁锈及氧化皮。
5.被卷制钢板应放在轴辊长度方向的中间位置,应对钢板的位置进行校正,钢 板对接口边缘须与轴辊中心线平行。
6.卷制时应使钢板逐渐弯曲,卷制成形。
6.1 用三辊卷板机卷制时,应逐次调整上辊下移,使钢板弯曲制成筒体。 上辊每下移一次需开动卷板机,使工件在卷板机上往返卷一、二次。
6.2 用四辊卷板机卷制时应多次逐级调整两侧轴辊倾斜向上移动使钢板多次往 返卷曲,直至板端接触并对齐。
7.在每次调整三辊卷板机上辊下移或四辊卷板机两侧轴辊倾斜上移后,卷弯时 都要采用样板检查曲率半径的大小,预防弯曲过量,直至筒节弯曲半径完全吻合为止。
8.在卷制过程中,应使钢板两侧与轴辊中心线垂直,经常进行检查预防跑偏, 造成端面错边。
9.在卷制中应调整卷板机的轴辊互相保持平行,以避免卷制的筒体出现锥形。
10.筒体经过
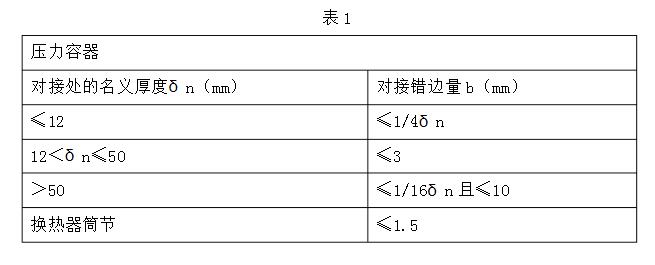
无锡卷筒加工卷制成形后,用专用工装夹具将纵缝对接平直、两端面对齐,间隙符合 图样和工艺文件的要求,纵缝对接偏差符合表1规定,定位焊应按产品相应的焊接工艺,焊接材料和《手工电弧焊通用工艺守则》进行。
11.焊接:焊接材料和方法必须符合焊接工艺文件要求。带试板时,试板必须平接在作为筒体延长部分,并同时焊接,施焊完毕在筒体、试板规定位置打上焊缝标记。试板作A类确认时,应经监检确认后分割下来。
12.矫圆筒体,应在卷板机上进行,容器纵焊缝处棱角度E≤0.1δn+2mm且≤5mm, 多层包扎绕带容器A类焊接接头处形成的棱角度≤2mm,用弦长1/6Di且≥300mm的内样板或外样板测量。
13.筒节圆度(圆筒统一断面上最大直径与最小直径之差e)。换热器和装有内件 的圆筒e≤0.5%DN,且当DN≤1200mm其值不大于5mm,当DN>1200mm其值不大于7mm。图样有要求的,应符合图样之规定。无特殊要求的容器筒节其e值应不大于该断面内径Di的1%且不大于25mm。多层包扎容器的内筒其值应不大于内径Di的0.5%且不大于6mm。
14.探伤:按图样要求,且符合JB4730标准要求,并作探伤标记。
15.对直径大,壁薄的易变形筒节,采用米字型内撑法将筒节撑圆并刚性固定, 避免在工序流转过程中筒节产生较大的变形。
16.筒节按上述各项要求检验合格(包括焊接试板),筒节纵缝检验见证后,再进行下道工序。
今天小编带来的分享就到这里,希望对您的工作有所帮助,如需更详细的说明请咨询我厂的工作人员,可专心为您解答,无锡专业的卷筒加工厂家认准四海卷板品牌。
 技术支持
技术支持

